Емкости ЦКТ - назначение и конструктивные особенности
19.06.2019
251042
Определение и назначение
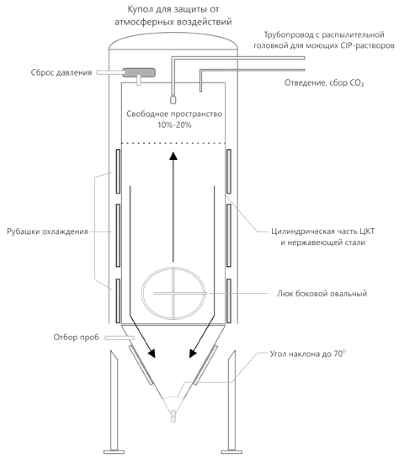
Промышленные цилиндро конические танки ЦКТ, это емкости из нержавеющей стали, состоящие каждая из двух соединенных геометрических тел, с общим внутренним объемом. Верхняя часть представляет собой вертикально расположенный цилиндр, нижняя – перевернутый конус, диаметр основы которого равен диаметру цилиндра (рис. 1). Можно сказать и несколько проще. ЦКТ состоит из цилиндрической обечайки, и двух днищ – верхнего (купола) и нижнего конического.
ЦКТ применяются для производства алкогольных и безалкогольных напитков, для которых технологией предусмотрены этапы брожения сырья. В подавляющем большинстве случаев – для изготовления пива. Цилиндро конический танк купить выгодно потому, что:
Дрожжи оседают в нижней части емкости. Их можно удалить через кран. Нет необходимости переливать сусло на дображивание. Это упрощает процесс и минимизирует вероятность заражения молодого пива.
Через боковой кран можно дегустировать напиток. Или вообще слить его, не затрагивая дрожжи.
Рубашка позволяет регулировать температуру сусла, причем, устанавливать разные значения в различных слоях жидкости.
Есть и другие преимущества: возможность повторного использования дрожжей, упрощение разлива готового напитка и т.д. Для обеспечения процесса, промышленные ЦКТ оборудованы дополнительными узлами и системами (рис. 2), о которых речь пойдет ниже.
Кроме промышленных, выпускаются бытовые модели, для варения пива в домашних условиях. Их основные отличия:
Материалом изготовления может быть не только нержавейка, но и пищевая пластмасса.
Для регулирования температуры, применяется рубашка либо чиллер.
Дополнительного оборудования намного меньше.
Объем обычно в пределах от 30 л. до 100 л., более крупные модели встречаются редко.
Что было раньше?
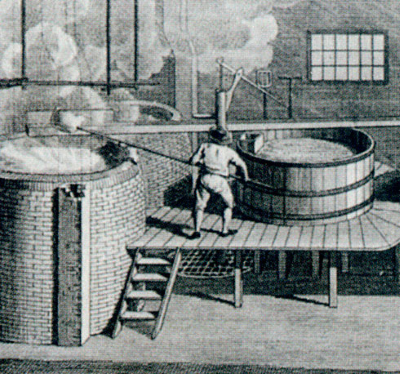
Рис. 3
Применение ЦКТ в пивоварении оказалось настолько удобным, гигиеничным и выгодным, что возникает вопрос – как без «этого» жили до сих пор? Ведь пиво варят с давних пор (рис. 3). Какие емкости использовались прежде?
Классика жанра – дубовая (реже – сосновая) бочка (рис. 4) или чан в форме усеченного конуса. Внутренняя поверхность покрыта смолкой из смеси канифоли с парафином. Емкость – от 200 л. до трех кубов. Сусло бродило естественным образом, не спеша, охлаждение применялось наружное.
Пиво из дубовой бочки имело специфический привкус, который считался главным признаком качественного напитка. Основной недостаток деревянных емкостей – трудоемкое обслуживание между циклами.
На смену деревянным, пришли железные чаны, и даже – железобетонные. Расходы на сервис сократились, долговечность повысилась. Исходным материалом почти всегда была черная сталь, потому что нержавейка в то время стоила дорого. Внутреннюю поверхность защищали пластиком, синтетической смолой, эмалью. Либо – тонким слоем алюминия. Снаружи изолировали смолой и обкладывали кирпичом, чтобы не чистить обечайку.
Рис. 4
Защита поверхностей нужна потому, что простая сталь вступает в реакцию с образованными в процессе брожения кислотами, выделяя дубильные вещества. В случае же с алюминием была другая беда – низкая прочность, большая подверженность деформациям. Возникновение даже легкого вакуума совершенно нежелательно, из-за чего такие емкости цементировали кирпичной кладкой.
В принципе, алюминий к пиву инертный, но это - если не учитывать гальваническую коррозию. Необходимо строго следить, чтобы он не соприкасался с деталями из другого металла. Иначе, емкость превращалась в большую батарейку. Пиво играло роль кислоты, а два разных металла становились полюсами, контактами «плюс» и «минус». В системе появлялись гальванические токи.
По поводу нержавейки считается, что лучше всего, если в ней 8 или 9% Ni и 18% Cr. Это самый подходящий материал для пивоварения.
Предпосылки перехода на ЦКТ
Промышленные объемы заставили задуматься о повышении рентабельности процесса. Для решения проблемы, работали в двух традиционных направлениях: сокращение затрат и продолжительности цикла.
По числу недель, у немецких пивоваров испокон веков действовал порядок: «Одна на брожение, а дображивание столько, сколько процентов в начальной экстрактивности». В XIX веке этот закон уже не соблюдали. Особенно после того, как ученый из Швейцарии Натан придумал способ, при котором на ферментацию уходило не более 2-х недель. Технология не прижилась, из-за падения качества напитка, но стала наглядной иллюстрацией тенденции развития.
Первым «рабочим» ЦКТ можно считать 80-кубовую емкость, установленную в 1928 году на баварской пивоварне «Кулмбах». На этом же предприятии вывели дрожжи, подходящие для брожения в новых условиях, в вертикальном танке, то есть, при большом гидростатическом давлении.
Через некоторое время, способ ферментации под давлением был окончательно доработан. Светлое пиво крепостью 11% теперь варили за полмесяца. Тогда же внедрили и методику непрерывного брожения. После принятия всех инноваций оказалось, что именно в вертикальных танках получается самый качественный напиток.
Повсеместное распространение ЦКТ приходится на 60-е годы прошлого столетия. Приблизительно в это же время усовершенствовали и методику охлаждения пива, определили режим активации терморубашек на обечайке и конусе. Технологически правильное понижение температуры было важным условием для активного образования дрожжевого осадка.
Дополнительным фактором, который обусловил растущую популярность ЦКТ, явились их крупные размеры. Они оказались выгодными для наращивания производственных мощностей, потому что лагерные цистерны и бродильные чаны, по технологическим причинам, имели ограниченные объемы. Кроме того, вертикальное расположение позволяет экономить производственные площади.
Со временем оказалось, что ЦКТ можно ставить под открытым небом. В эпоху применения чанов и лагерных танков об этом нельзя было и думать. Теперь же, не ограниченные размерами помещений, пивовары быстро поняли – чем крупнее емкость, тем больше пива сварят за один цикл. Тем более конкурентоспособным окажется предприятие. В семидесятые годы в Европе в данной отрасли уже работали только с танками данного типа.
Конструктивно ЦКТ оказался более продвинутым, чем все предыдущие емкости. За счет этого, появилась возможность обеспечить стабильно высокое качество пива, производимого в больших количествах. Циклы пивоварения стали короче (сегодня на брожение и дображивание уходит не более трех недель), работа упростилась, себестоимость снизилась.
Главный смысл применения ЦКТ: при подъеме давления, на этапе дображивания запускается механизм ускоренного наполнения углекислотой. Он влияет на скорость созревания напитка. И, как следствие, уменьшает продолжительность цикла.
Промышленные ЦКТ
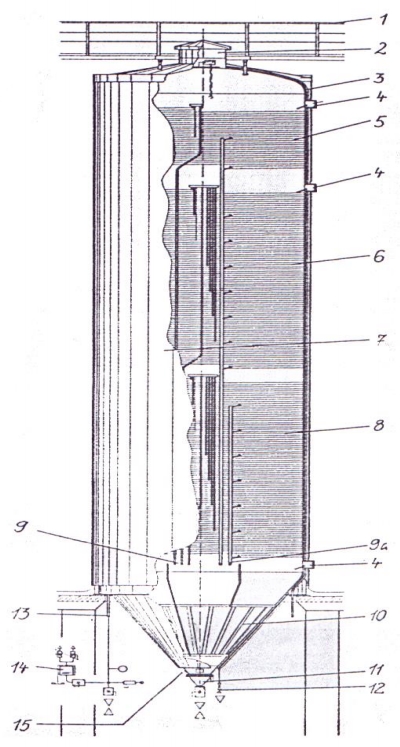
Рис. 5
На рисунке 5 показан крупный цилиндро конический танк промышленного назначения, установленный стационарно. Цифра 1 обозначает площадку для обслуживающего персонала. 2 указывает на купол (торосферическую верхнюю крышку), с расположенной на нем арматурой. 3 – смонтированные под слоем изоляции, трубы: дренажная и защитная, для электрического кабеля. 4 – место подключения термометра.
Цифрами 5, 6, 8 и 10 обозначены зоны охлаждения, соответственно, для дображивания (верхняя малая), для брожения (две средних) и конусная (нижняя). В терморубашках циркулирует ледяная вода либо гликоль. Внешний кожух изоляции показан под номером 7. Позиции 9 и 9а – это соединения с клапанами для подвода хладагента (в данном случае это жидкий аммиак) и его удаления, после испарения. 11 – патрубок капсюльный, в котором имеется технологический люк DN450. 12 – кран для отбора проб. 13 – труба на купол. 14 – гидрозатвор (шпунт-аппарат), для сброса давления. 15 – уровневый датчик, для защиты от переполнения.
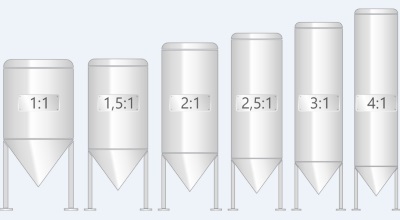
Отношение высоты емкости к ее ширине нормируется в пределах от 2 : 1 до 2,5 : 1. Хотя на рынке предлагаются и другие пропорции (рис. 6). Угол в вершине конуса 60 - 90 град (значения выше 75 град встречаются редко). Теоретически, максимальную высоту емкости не следует делать больше 20 метров. Иначе, гидростатическое давление на дрожжи окажется слишком высоким, что будет ингибировать процесс брожения. Однако, на больших заводах это требование далеко не всегда соблюдается.
Рис. 6
Минимальный объем принимается 20 – 25 гектолитров, иначе не запустится процесс ускоренного выделения СО2. В реальности, применяются емкости от 10 до 35 куб. м., что соответствует мощностям среднего пивзавода. На малых предприятиях вертикальные ЦКТ позволяют экономно использовать площадь помещений, за счет компактного размещения оборудования.
В общем случае, объем ЦКТ должен соответствовать вместимости сусловарочного котла, плюс дополнительное условие – за сутки танк надо заполнить. При этом, от 18% до 25% внутреннего объема оставляют на подъем пены, чтобы она не заливала оборудование на куполе.
В промышленности ЦКТ делаются только из нержавейки. Чаще всего используется DIN 1.4301, AISI 304 или AISI 316L. Иногда, для удешевления конструкции, применяется AISI 430.
Технические характеристики ЦКТ
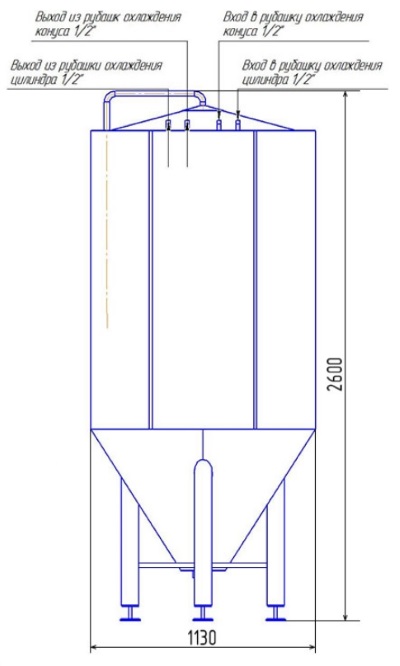
Рис. 7
С параметрами ЦКТ можно ознакомиться на примере 1000-литровой модели (рис. 7). При указанном номинальне, полная вместимость составляет 1250 л. При высоте 2600 мм., диаметр танка равен 1130 мм. Отношение 2,3 : 1, что вполне соответствует рекомендациям.
Для корпуса, наружной оболочки, системы охлаждения, трубопроводов, опор, электрощитового кронштейна, профиля уровнемера и опорных дисков взята нержавейка AISI 304 или AISI 316. Болты и гайки (М16) на опорах сделаны из оцинкованной малоуглеродистой стали.
Охлаждающая система состоит из двух независимых контуров. Первый, из двух терморубашек, располагается на обечайке. Второй, одна рубашка, смонтирован на конусе. Напорные трубопроводы имеют ДУ 15 мм., обратные – 20 мм. В систему залит пропиленгликоль.
Система управления танком поддерживает заданный температурный режим автоматически. Для обечайки и для конуса могут устанавливаться разные значения. Основные приборы – измерители-терморегуляторы ТРМ1, Щ1.У.Р, работающие от сети с напряжением 220В, частотой 50 Гц. Есть два температурных датчика ДТС045-50М и два исполнительных устройства – 10-ваттные соленоидные клапаны Danfoss EV220В, НЗ-ДУ-15, тип ВВ.
Арматура сделана из нержавейки AISI304 или AISI316. К ней относятся:
Рис. 8бРис. 8а
Овальный люк 440х310.
Гидрозатвор с манометром.
Кран для отбора проб.
Затвор для слива пива.
То же, для дрожжей.
Головка моющая СИП-системы, на 360 градусов.
Затвор для подачи СО2 и моющего раствора.
Вакуумный обратный клапан.
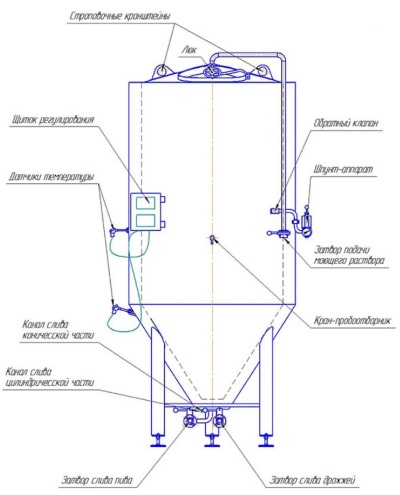
Опоры регулируются по высоте. Толщина листовой стали корпуса – 2,5 мм., наружной оболочки – 1,0 мм. Обечайка и конус имеют 80-миллиметровый слой теплоизоляции из минеральной ваты либо пенополистирола. Сверху он закрыт наружным кожухом. Загрузка – через люк обслуживания. Он делается сверху или сбоку. Крышка – с уплотнением и винтовым зажимом, для герметичности. Схематично, с указанием расположения основного оборудования, этот танк изображен на рис. 8, а и б.
Этапы производства ЦКТ
Изготовление емкостей выполняется по сложной технологии (рис. 9). В ней много производственных операций: раскатывание рулонов, резка, выравнивание листового металла, состыковка, раскрой заготовок, сварка, шлифовка, отбортовка конусов и крышек, скручивание обечайки и ее сборка, изготовление юбки в качестве опоры, сваривание деталей, монтаж терморубашки (одной или нескольких), а также труб для хладагента, дренажа и СО2, для защиты электрических кабелей, гнезд подключения температурных и уровневых датчиков и многое другое.
Рис. 9
Если расписать все сказанное выше в этапах производственного процесса, то это будет выглядеть так:
Подготовка элементов конуса, верхней крышки и других.
Выгибание верхней крышки и конуса до нужной формы.
Сварочные работы по ЦКТ, начиная с купола.
То же, по нижним узлам, конусу и юбке.
То же, по цилиндрической обечайке и конусу.
То же, по зонам охлаждения / нагрева (только для модели с терморубашкой; если же предусмотрены внутренние «капилляры», то не нужно).
То же, по наружным деталям.
Полировка. Пассивирование швов.
Опрессовка.
Изоляция минеральной ватой или пенополиуретаном.
ЦКТБ и ЦКТЛ (танки бродильные и лагерные)
Брожение сусла и дображивание может выполняться по одной из двух схем:
Однотанковый способ – и то, и другое делается в одном ЦКТ (уни-танк).
Двухтанковый – брожение в ЦКТБ, лагерная выдержка в ЦКТЛ. Вариант – дображивание проводится в горизонтальных (не цилиндроконических) танках.
По качеству пиво, изготовленное первым или вторым способом, практически одинаковое. Применение универсальной модели выгодно потому, что для всего используется одна емкость, напиток не перекачивается. Как следствие, сокращаются расходы на СИП мойку и электроэнергию, уменьшается рабочее время и потери углекислоты, внутрь не попадает кислород. Плохо лишь то, что на этапе дображивания, объем используется не слишком эффективно.
Сегодня, в большинстве случаев, диаметр крупных изделий равен 3,5 м - 5,0 м, высота – около 15 м (без опор). Полезный объем – 2000 гл. и выше. Это касается бродильных танков. Для лагерных ограничения по вредному для дрожжей гидростатическому давлению неактуальны. Они делаются диаметром до 10 метров и высотой до 40 м.
Любой ЦКТ может работать как форфас (емкость для хранения пива), под давлением до 2,5 бар.
Заключение
Рис. 10
ЦКТ – это оптимальные, на данный момент, емкости для пивоварения. С их помощью удалось нарастить объемы промышленного производства, при сохранении качества напитка. Сейчас наблюдается тенденция к дальнейшему увеличению их размеров. Рост габаритов выгоден, как в экономическом, так и в технологическом плане. Но это не может продолжаться до бесконечности. Величина ЦКТ лимитируется объемом котла для варки сусла и временем заполнения танка. А также другими требованиями: увеличение потребления холода, возможности транспортировки от изготовителя к заказчику (рис. 10) и прочие.
Николай Иртеньев
Автор является экспертом в области пищевого оборудования и фермерского хозяйства, обладая глубокими знаниями и опытом. Его статьи помогают профессионалам и предпринимателям оставаться в курсе последних технологий и инноваций, способствуя эффективному развитию их бизнеса.

 8:00‑18:00
8:00‑18:00 Выходные
Выходные